
Industrial & Manufacturing

The industrial and manufacturing industries are one of the few industries that can incorporate many IoT applications, transitioning it from manual labour based into a more efficient and streamline sector. According to the International Data Corporation (IDC), the manufacturing industry is the biggest spender when it comes to purchasing IoT technologies, and it’s not hard to see why when it can facilitate production flow, manage inventories, increase plant safety and quality management, and create an efficient environment to operate in.
Through the use of sensors placed strategically throughout the warehouse/plant facility, you can monitor where peak areas of foot traffic is, and the peak periods within warehouses. This can improve safety, by identifying where the main slip and fall injuries on factory floor are (which areas and what times). With this information, you can better prioritise the health and safety of staff and visitors, and minimise risk for your organisation.




Asset & Inventory Tracking
- Detect machinery malfunctioning to prevent loss and increase uptime.
- Track products, assets, and minimise inventory loss.
- Track assets, vehicles and people to improve safety and security.

Better asset management
Asset Tracking tracks indoor and outdoor assets, and provides the location of vehicles, machinery and inventory in real-time, including the location of people and where they are within the pipeline. This allows you to make real-time automated adjustments in scheduling of deliveries and production planning, as well as provide alerts for predictive maintenance based on the output of products.
With this information, you can improve quality management as well as streamline deliveries based on best schedules, better prioritise the health and safety of staff and customers, understand data in real-time data, and reduce time to action if an emergency occurs.

Safeguard your asset investment
Automate quality management and automatically generate audit logs
Prevent machinery malfunctioning/failure using IoT. By installing sensors on important machinery within the plant, we can monitor the effectiveness of the machinery and provide alerts when the specific machine needs to be maintained before it fails or breaks. This reduces production downtime and increases cost-savings.
Smarter Warehouses: Harnessing AI to optimise every move in manufacturing

Supply chain optimisation
Logistics and supply chain optimisation – through inventory tracking and management – inventory record, transmit data when inventory is low, create trackability of inventory – ability to have real-time in-transit information regarding the status of a company’s supply chain.
Today’s smart connected products take tracking to an entirely new level. Now it can be done continuously, wherever products are, without the need for a scanner, and provides rich information on not just their current location but also their location history, their condition (their temperature, say, or exposure to stresses), and their surrounding environment.

Improve visibility
Plant safety improvement – our sensors can monitor the quality of air and temperature within the facility.
This information, along with the frequency of illnesses of staff and the areas of where these unwell staff work, can lead to the improvement of any hazardous areas/scenarios within the plant and create a comfortable work environment for all staff.

Move with industry trends
The new capabilities of smart, connected machines are reshaping the operations of manufacturing plants themselves, where machines increasingly can be linked together in systems.
In new initiatives like Industrie 4.0 (in Germany) and Smart Manufacturing (in the United States), networked machines fully automate and optimise production. For example, a production machine can detect a potentially dangerous malfunction, shut down other equipment that could be damaged, and direct maintenance staff to the problem.
From Factory to Fleet: AI-powered telematics streamlining manufacturing logistics

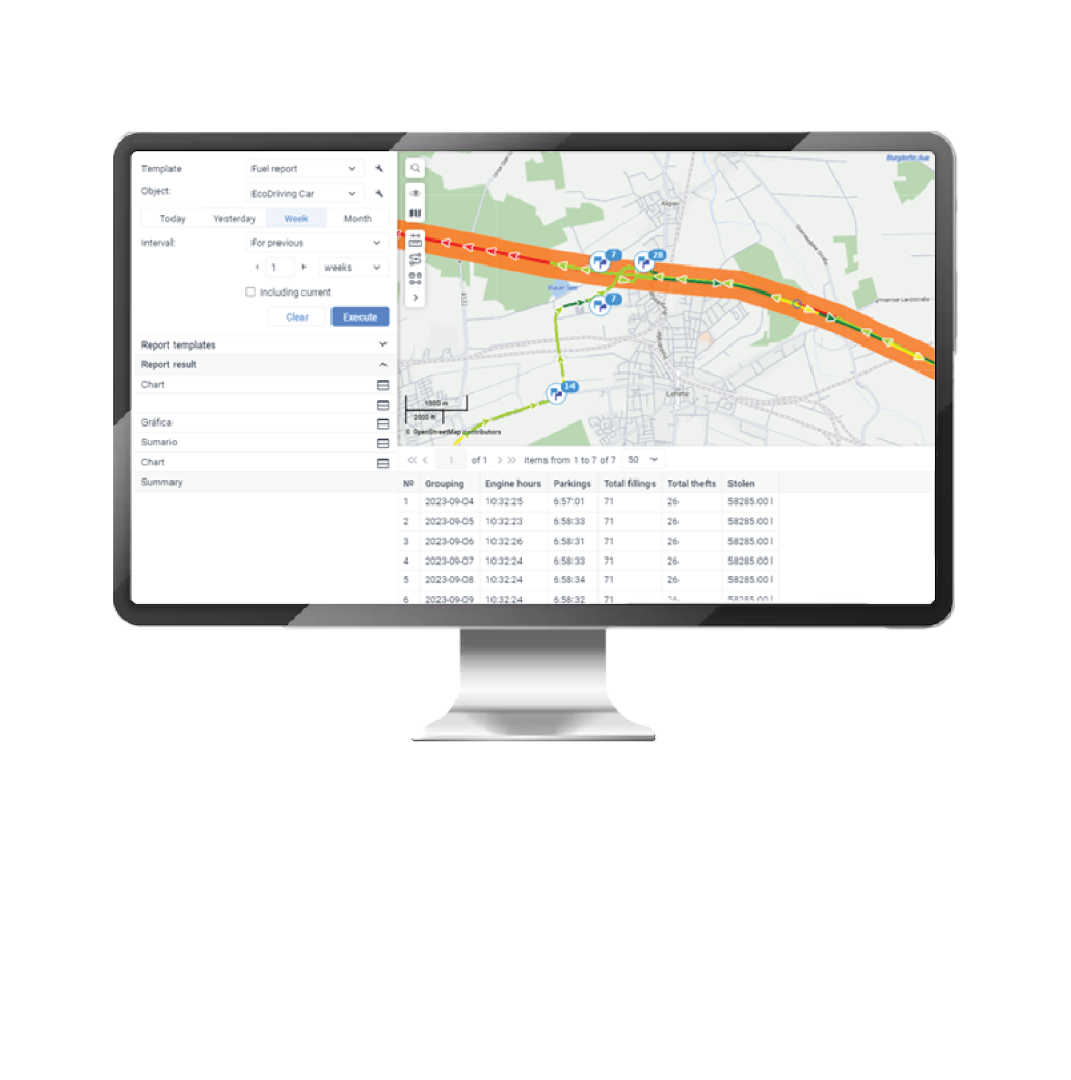
telematics
Empower your fleet, drive your success. Connected, smart, secure
Fleet management is the backbone of many businesses, connecting vehicles, drivers, and logistics operations. Ensuring optimal performance and safety is now easier due to the power of IoT telematics solutions.
Our IoT telematics and fleet management solution offers a comprehensive approach to managing fleets, providing real-time insights and actionable data for enhanced operational efficiency.



- Track the live location of your fleet
- Receive diagnostics reporting of vehicles health and usage remotely
- Group your assets and manage their movements
- Fuel Usage and Economy Analysis
- Collision detection and avoidance
- Pre-start Check and Daily Reports
- Driver Behaviour Monitoring and Alerting
- Usage Alerts Outside of Operating Hours
Vehicle and external surroundings safety & security solution

Intelligent AI real-time continuous workplace safety monitoring
Greenmesh Worksite Safety is a complete, end-to-end workplace safety solution developed in Australia for heavy machinery industries, such as mining, heavy earthworks, tunnel boring and large infrastructure projects. Greenmesh utilises advanced AI and machine learning, as well as purpose built sensors to aid companies in reducing worksite accidents and fatalities by providing early detection and warnings of potential high risk accidents before they occur.
Greenmesh also monitors and implements the correct use of protective equipment to help companies comply with industry health and safety standards, while also monitoring work habits to gain intelligent insights – allowing for improved safety and the automation of tedious tasks can boost workplace efficiencies, while maintaining high levels of safety for workers on site.
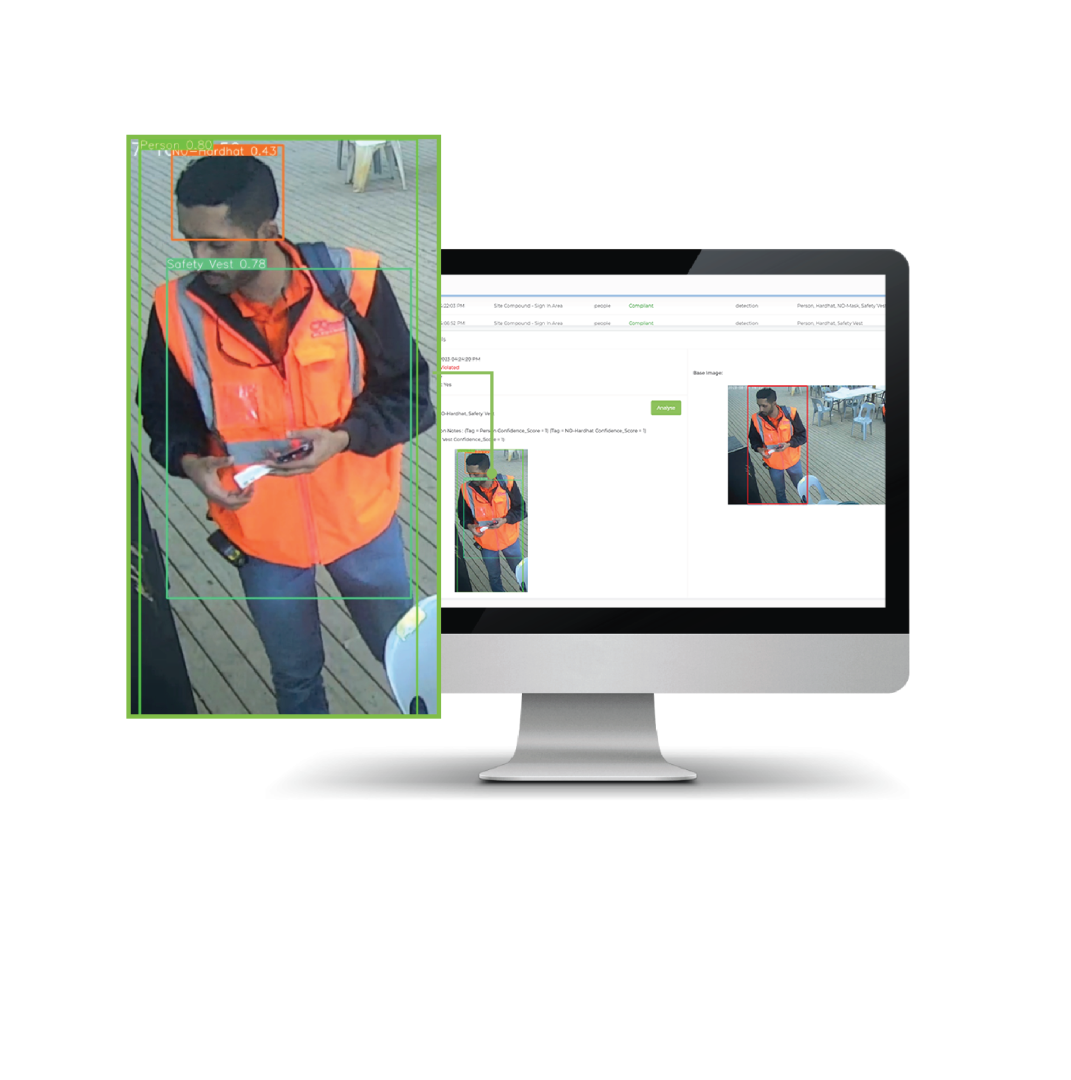
Safety PPE Detection
Identifies PPE items (hard hats, mask, safety vests, safety goggles etc) and monitors whether workers are properly wearing it while on site.
Person Down Detection
Detects when a person has fallen/tripped and triggers instant alerts.
Reports on trips and fall detection
Keeps a count record of areas with repeated trips and fall incidents and identifies hazardous areas.
RFID Tags
Utilise RFID tags which can track and identify workers who do or do not comply with PPE standards.
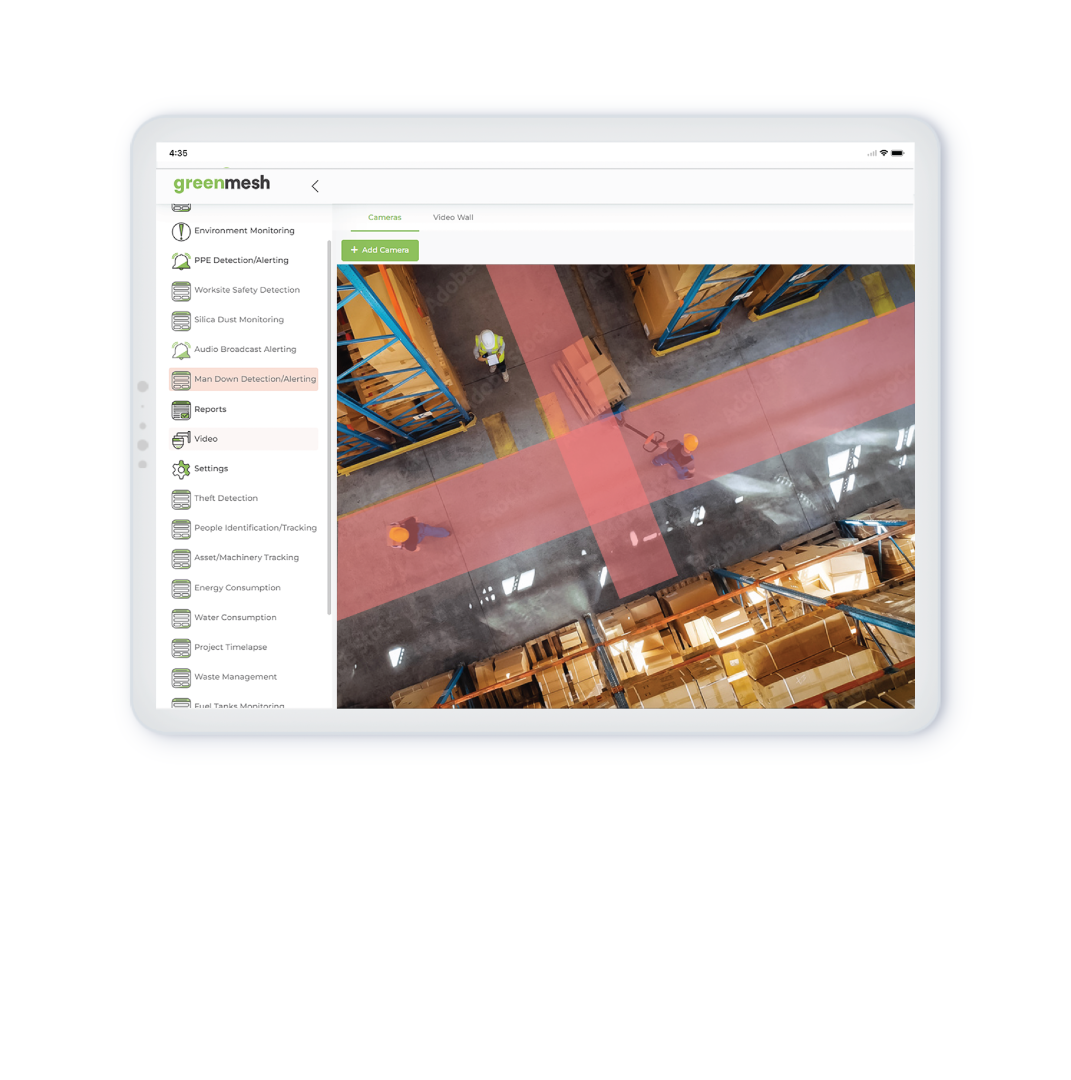
Pedestrian vehicle/machinery accident detection
Detects when a moving person and vehicle are in a potential path of collision and advises of safer walking path practices.
Create virtual boundaries/GEO fencing
Create a virtual exclusion zone and receive real time alerts when an unauthorised worker enters the exclusion zone. Integrates with excavators and machinery, and stops machinery if the virtual boundary is crossed.
Detect potential workplace incidents
Determine safe distances between workers and machinery with exclusion zones.
With Intelligent Cloud-Based Video Surveillance with advanced AI/ML capabilities
Broadsecure provides customers with comprehensive surveillance over their environment and has the ability to detect and track people, machines and objects accurately. Broadsecure can also differentiate between individuals and objects, recognise faces, identify suspicious behaviour, analyse patterns around people and vehicle f low and movements, detect abnormal activities and raise alerts to the facility’s security personnel. Our solution’s capabilities can also improve and bolster the workplace safety, access control, visitor management and employee attendance

take 365mesh into your hands
Partner with us
Through the partner program, 365mesh allows its program partners the opportunity to provide their own customer base with the latest IoT technology and gives them access to the highest level of expertise within the tech industry.
White Label
As a cloud-based IoT provider, 365mesh technology is strategically designed to be used as a white labelled solution that meets numerous industry needs and fulfils multiple use cases. 365mesh integrates with numerous data sources and sensors, allowing your customers to gain a deeper understanding into industry needs.
